本文目录:
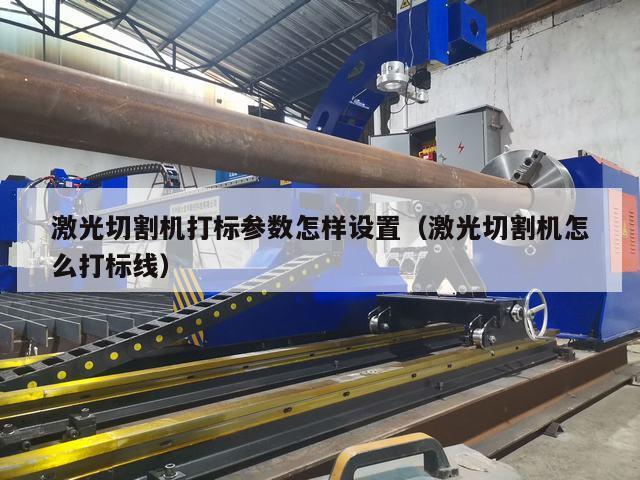
等离子切割直径60mm以下钢管时,钢管用旋转吗
1、管材不动,解决了超长度钢管旋转带来的不便。可采用两把刀同时加工的切削方式,可以实现一把刀切断,同时另一把刀修正钢管断面,但是这种切割方式同样也只适合小批量切割。
2、具体操作时,工人首先将待切割的钢管固定在锯割框架上,调整好需要切割的长度位置。然后启动电动机,带动锯条高速旋转。工人将锯条轻轻地接触到钢管表面,利用锯齿的锋利和旋转的力量,逐渐将钢管切割开。
3、除了直径较小的钢管(不大于50mm)或钢棒(不大于100mm)外,用水刀来切割,必须把钢管或钢棒均匀地旋转起来才能切割。而且,为了不损伤钢管内壁,还要采取其它措施。切割钢棒,还必须三轴联动。
")
130度角怎么切割
通过人工划线手工切割。我们需要把管子放在一个平整的地下,然后我们用事先准备好的卡尺,准确的测量管子的直径是多少。我们用一张白纸画一个和管子直径大小一样的正方形,再用我们一开始准备好的笔画出正方形。
确定切割线:在挡水条上标出135度角的位置,并用一条直线连接这个点和另外两个端点。调整锯床角度:将锯床的倾斜角度调整为65度,这样就可以在垂直于工作台的位置上切割出135度角。
首先,准备工具线槽切割机、铅笔、卷尺。其次,在线槽上量出120度角的位置,用铅笔做好标记。然后,将线槽切割机放在标记好的位置,调整切割机的锯片与线槽完全贴合,用脚踩动切割机的踏板,进行切割。
等离子切割机切割圆管u型口快吗?
你这个圆弧口是要按照大管的实际圆弧去切的,每跟管对应的都不一定相同。最好办法是用等离子切割机。
等离子切割枪不宜多,因切割速度较快,易受上述因素的影响出现不协调,使切割质量不一样。一般来说,对薄板切割,等离子切割切口表面质量优于火馅切勘,且挂渣很少。
等离子切割机,可以切割钢管,等离子割枪切割圆周精度非常高,切口平滑,切割速度快,同时具有速度稳定等特征。
等离子切割机圆管(三厘米的铁板,割机是100型)只能切一半没穿,又容易烧...
没有割穿会有飞溅物反射,肯定伤割嘴的,方君焊割建议注意 调节一下电流和切割速度,还有弧压、气压等等。
原因: 没有采用合理的切距。 没有保持割炬和消耗件清洁。在割炬和消耗件上的任何脏物都会极大地影响等离子系统的功能。 没有清除空气或氧气喷嘴上的氧化物。
没有采用合理的切距。没有保持割炬和消耗件清洁。在割炬和消耗件上的任何脏物都会极大地影响等离子系统的功能。没有清除空气或氧气喷嘴上的氧化物。



发表评论