本文目录:
- 1、数控等离子切割机工作时很响
- 2、我的手切等离子切割机开机直就听到机器内吱吱下面板子是有两个小片...
- 3、数控等离子切割机操作时为什么会出现响声,然后急停?
- 4、海宝等离子切割机燥音变大是什么原因
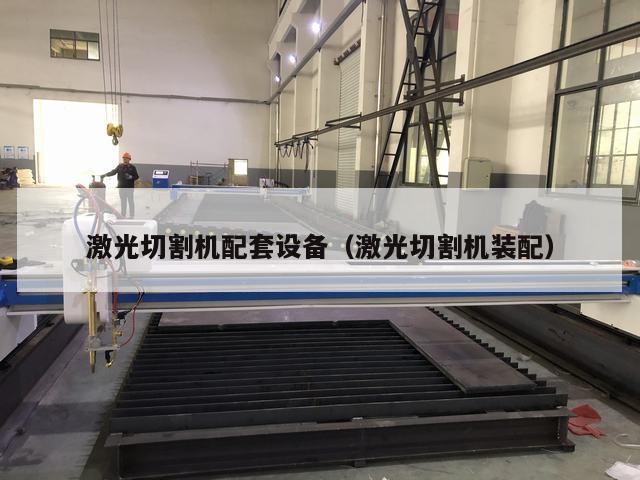
数控等离子切割机工作时很响
电弧不稳定。等离子切割机摔了一下工作时有噪音是割炬与切割件距离过大,造成电弧不稳定而断弧。等离子切割机是一种新型的热切割设备。
我也觉得你的机床是不是有东西卡住了噢,可以看一下的噢,我在武汉薪火科技公司采购了一台,他们的设备设计的挺人性化的,上次我的也是机床里面有异物,然后就很响,接着急停,最后自己打给他们售后的,就解决了。
传动系统问题。电机驱动的传动系统可能存在松动或磨损,导致在回到起点时产生噪音,需要检查和调整传动系统的零部件,以确保它们的正常运行。
其一是割炬与切割件距离过大,造成电弧不稳定而断弧。其二是压缩空气内水分含量过多而造成的现象。其三是高压引弧电路在间断放电而产生的啪啪响声。要逐一检查确定故障原因,加以维修解决。
可能是你的心里作用,如果是切割相同材质的板材,那么不会的,如果是切割不同的材质的板材会有声音的变化,但是不用担心,只有在易损件使用寿命快要结束的时候会发生,尖锐刺耳的声音,更换新易损件就好了。
第一,响声如果不大,那就是瞬间电磁感应机器箱皮的声音,第二,所谓火光就是高频打火的光,如果能切割tddzhj说明机器没有问题。
我的手切等离子切割机开机直就听到机器内吱吱下面板子是有两个小片...
1、焊机前面板上的二芯航空插座短路;割枪开关触点短路;割枪开关‐焊机面板航空插座,控制线短路。都会引起您上述症状。请逐一排查解决问题。没有维修经验技术直接找焊机售后。
2、等离子切割机工作时,如工作气压远远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入空气流量小于规定值,此时不能形成高能量、高速度的等离子弧,从而造成切口质量差、切不透、切口积瘤的现象。
3、◎切割机的安放地点应保证切割时的飞溅物或其它作业时产生的金属粉末、金属屑粒不能进入切割机内部,如发现已进入,务必全部切断电源后,拆卸下外壳,用压缩空气吹净或其它方法清除。
4、工件夹是否连好 等离子电源输出模块有问题,要送专家检修。
5、严禁疲惫、酒后或服用兴奋剂、药物之后操作切割机。(二)、电源线路必须安全可靠,严禁私自乱拉,小心电源线摆放,不要被切断。使用前必须认真检查设备的性能,确保各部件完好。
数控等离子切割机操作时为什么会出现响声,然后急停?
1、我也觉得你的机床是不是有东西卡住了噢,可以看一下的噢,我在武汉薪火科技公司采购了一台,他们的设备设计的挺人性化的,上次我的也是机床里面有异物,然后就很响,接着急停,最后自己打给他们售后的,就解决了。
2、第一,响声如果不大,那就是瞬间电磁感应机器箱皮的声音,第二,所谓火光就是高频打火的光,如果能切割tddzhj说明机器没有问题。
3、在日常实际操作的过程中,等离子切割机电弧的稳定性直接影响着切割质量,等离子切割机电弧不稳定现象,会导致切口参差不齐、积瘤等缺陷,也会导致控制系统的相关元件寿命降低,喷嘴、电极频繁更换。
")
海宝等离子切割机燥音变大是什么原因
气压过高若输进空气压力远远超过0.45MPa,则在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。
若输入空气压力远远超过0.45MPa,则在形成离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。造成气压过高的原因有:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。
气压过低:等离子切割过程中需要用到气体进行等离子放电,如果气压不足或气压不稳定,会使切口受到较大波动,从而导致割不透,此时可以检查空压机输出压力显示,如不符合要求,可调整压力或检修空压机。
造成工作气压不足的原因有:空压机输入空气不足,切割机空气调节阀调压过低,电磁阀内有油污,气路不通畅等。相反如果气压过高,原因主要集中在输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效等方面。
有以下原因:1:等离子气割割枪橡胶管接头松动脱落。被气管内的压缩空气催开了。2:割枪橡胶管被切割熔渣烫伤,加上压缩空气压力大,在烫伤处被压缩空气催开了。华恒等离子切割机不容易炸管,你可以按照原因检查一下。
若输入空气压力远远超过0.45MPa,则工作气压过大,在形成离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。




发表评论