本文目录:
- 1、数控火焰切割机的构成的过程是是怎么样的?
- 2、伺服电机与步进电机的区别,数控系统中两种电机有什么区别
- 3、数控火焰切割机的尺寸和速度都不准应该怎么办?
- 4、是否数控切割机本身会影响切割机精度?
- 5、火焰切割机电脑编程?
- 6、如何提高数控火焰切割机精度
数控火焰切割机的构成的过程是是怎么样的?
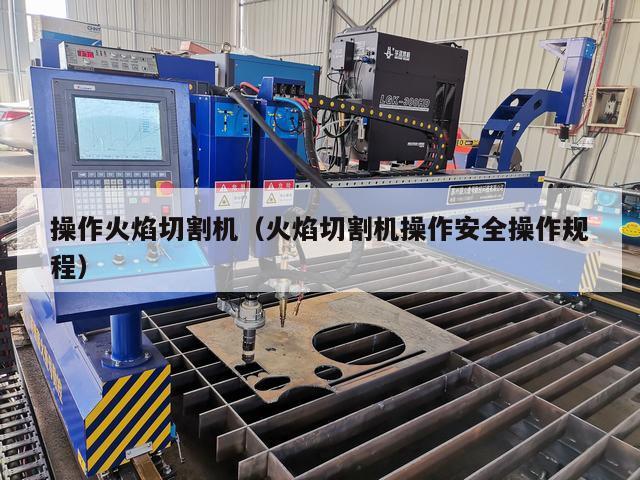
火焰切割的过程,实质是被切割的材料在纯氧中燃烧的过程,不是熔化过程。火焰切割的过程主要表现为以下几个过程:① 起割点的金属表面用热火焰加热到燃点,随之在切割氧中开始燃烧反映。② 燃烧反映向金属下层进展。
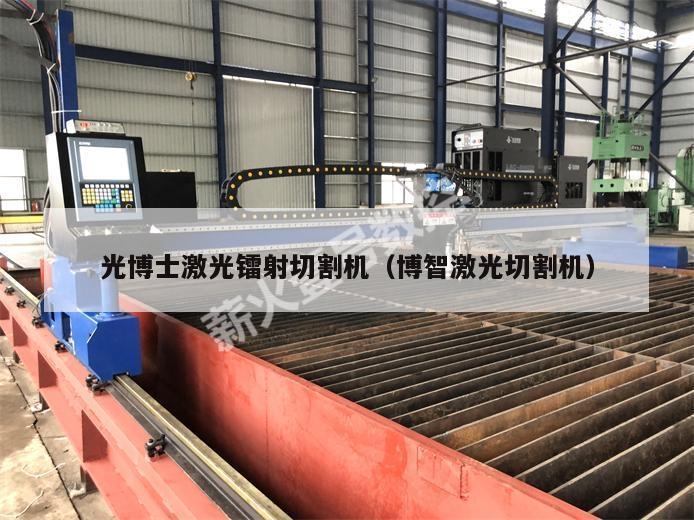
数控火焰切割机就是用数字控制技术控制火焰切割枪的运动轨迹,完成下料。它的原理一般是计算机数字控制系统,按照工件形状编制程序,通过伺服机构使伺服电动机配合动作,完成所需要的运动轨迹,将工件切成所需图案。
数控切割机主要为机架,数控系统,伺服驱动器,减速机,配电柜,钢轨,压板垫块,火焰割炬,等离子电源,调高器,升降体等等。等离子电源品牌为美国海宝,美国凯博,美国飞马特,德国凯尔贝,台湾电将,OTC,松下,等等。
数控火焰切割机在中国机械制造业运用时间较长,总结了许多社会经验,并运用数控火焰切割机设备的平时应用与挤压成型制造中,获得了不错的挤压成型品质作用。
与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。火焰切割方法有割炬切割和切割机切割两种。
伺服电机与步进电机的区别,数控系统中两种电机有什么区别
控制的方式不同 ⑴步进电机:通过控制脉冲的个数控制转动角度的,一个脉冲对应一个步距角。⑵伺服电机:通过控制脉冲时间的长短控制转动角度。
步进电机和伺服电机的区别有原理不同、控制精度不同、低频特性不同、响应速度不同、运行特性不同几方面。
伺服电机和步进电机的区别:低频特性不同、工作原理、成本、运行性能、转速与过载能力。
这两个电机的区别是控制的方式不同,低频特性不同,过载能力不同。第一,步进电机工作流程是步进电机工作一般需要两个脉冲,伺服电机工作流程就是一个电源连接开关,再连接伺服电机。
低频特性不同 伺服电机:在低速时不会出现振动现象且运转非常平稳。步进电机:在低速时容易出现低频振动现象 控制方式不同 伺服电机:通过控制脉冲时间的长短控制转动角度。步进电机:通过控制脉冲的个数控制转动角度的。
为了适应数字控制的发展趋势,运动控制系统中大多采用步进电机或全数字式交流伺服电机作为执行电动机。虽然两者在控制方式上相似(脉冲串和方向信号),但在使用性能和应用场合上存在着较大的差异。
")
数控火焰切割机的尺寸和速度都不准应该怎么办?
在割枪上装上画线笔。 在钢板上面贴上4张A4画线纸,背面带胶的最好,一定要贴平整,画线纸之间的距离要两米左右。
程序有问题。您可以切割一个正方形,看看切割出来的X Y轴那个尺寸不对。
需要看您用的哪一种数控系统,一般的是在数控系统内调整脉冲当量,然后再伺服驱动器上调整脉冲当量。两种的数值需要匹配好,才可以达到切割机要求的精度。
机床行走尺寸有误差了,这需要在数控系统或者伺服驱动器调节脉冲参数,具体依据系统或驱动器型号才能准确如何调整,最好查看说明书或电询设备厂家 数控系统的割缝补偿值设置不正确。
这个是有公式的,方君 焊割觉得不用 搞那么麻烦,你看一下尺寸误差多少,你先微调一下脉冲当量试试,实际尺寸偏小 就减小脉冲,尺寸偏大就加大脉冲。
数控泡沫切割机出现误差的主要原因。(1)由于火焰切割速度慢,预热时间长,钢板吸收过多热量会发生热变形。
是否数控切割机本身会影响切割机精度?
1、机床部分的制造质量和加工精度,关键零部件的选配,如减速机、伺服系统、自动调高等,都决定了数控切割机的功能配置、机床寿命、切割质量和精度。
2、数控切割机精度包括机械精度和电子精度。机械精度重要受导轨平行度、直线度、水平度,齿轮或钢带等的传动精度影响,切割平台的水平度也影响工件精度。
3、齿条接头间的累积误差。数控系统、伺服驱动器及电机、齿轮齿条,数字交换的误差。割缝大小不一致的误差。切割后钢板变形的误差。机床背隙。割枪升降时垂直度对割缝的影响。以上方君焊割拙见,仅供参考。
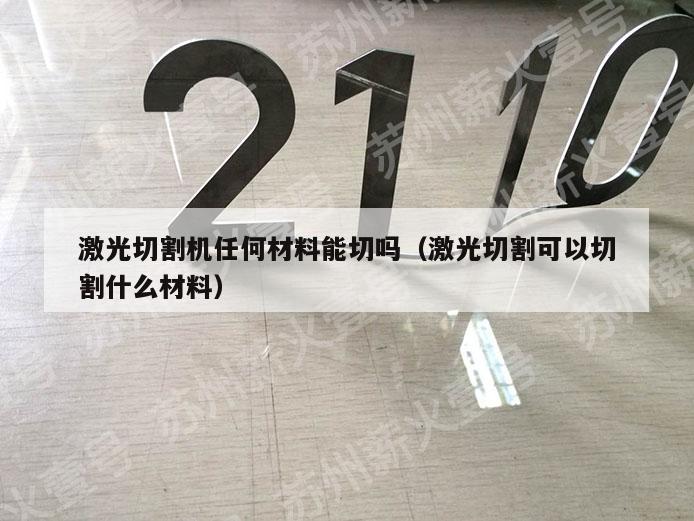
4、切割的材料不同,也会影响到激光切割机的精度。在同样的情况下,切割不锈钢和切割铝其精度就会非常不同,不锈钢的切割精度就会高一些,而且切面也会光滑一些。一般来说,激光切割质量可以由以下6个标准来衡量。
5、割炬高度控制器的精度高及稳定性好对等离子切割质量有比较大影响。一般说来,影响等离子切割机切割精度的因素主要有以上六大方面,当然这只是比较常见的因素,还有其他一些不可预见的原因:比如气候、环境等等。
6、数控火焰切割机的切割精度这个无法给准确的答复,因为火焰切割的精度主要是有数控机床本身的行走精度和割嘴的切割误差共同组成的。
火焰切割机电脑编程?
快速定位;直线加工;顺圆加工;逆圆加工;取消间隙补偿;左偏间隙补偿;右偏间隙补偿;绝对坐标;增量坐标;加工坐标系原点设置指令;程序结束;高压氧控制打开;高压氧控制关闭。
数控火焰切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点子实体的形式保存信息,与形状位置有关的信息有两个:一是顶点的坐标值,二是顶点凸度。
保存类型选折后缀dxf格式,保存到随便文件夹都行(记住保存位置)。然后打开刚刚保存的文件。编辑完后保存为的dxf格式(记住保存位置)。用FastNEST打开刚刚保存的文件,然后就可以了。
自动编程时AutoCAD2000可直接由二维图形描述零件轮廓的图形实体直接生成数控加工代码,避免人工编程复杂的记忆。明显提高编程效率和编程质量。
数控火焰切割机编程自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。
数控火焰切割机数控切割机(CNC Cutting Machine )就是用数字程序驱动机床运动,搭载火焰切割系统,使用数控系统来控制火焰切割系统的开关,对钢板等金属材料进行切割。这种机电一体化的切割设备为数控火焰切割机。
如何提高数控火焰切割机精度
1、金属燃烧生成氧化物的熔点应低于金属熔点,且流动性要好。符合上述气割条件的金属有纯铁、低碳钢、中碳钢、低合金钢以及钛。其它常用的金属材料如铸铁、不锈钢、铝和铜等由于不满足此三条件,所以不能应用氧气切割。
2、①采用具有高分辨率和高采样频率的新型插补技术,在保证速度的前提下大幅度提高轨迹生成精度;②通过新型双位置闭环控制,有效保证希望轨迹的高精度实现。
3、检查风线,方式是点燃火焰并将预热火焰调整适当。然后打开切割氧气阀门,观察切割氧流(即风线)的形状,风线应为笔直、清晰的圆柱体并有适当的长度。这样才能使工件切口表面光滑清洁,宽窄一致。
4、例如,增加脉冲比或频率,可以使切割速度变快,从而提高生产效率;而减小脉冲比或频率,则可以提高切割精度。 测试调节结果:完成脉冲的调节之后,需要进行测试验证结果是否符合预期,解决出现的问题。
5、数控火焰切割机调高盒上的灵敏度调节的步骤是:找到数控火焰切割机盒上的灵敏度调节旋钮。根据实际需求逆时针或顺时针旋转该旋钮来调高灵敏度。




发表评论