本文目录:
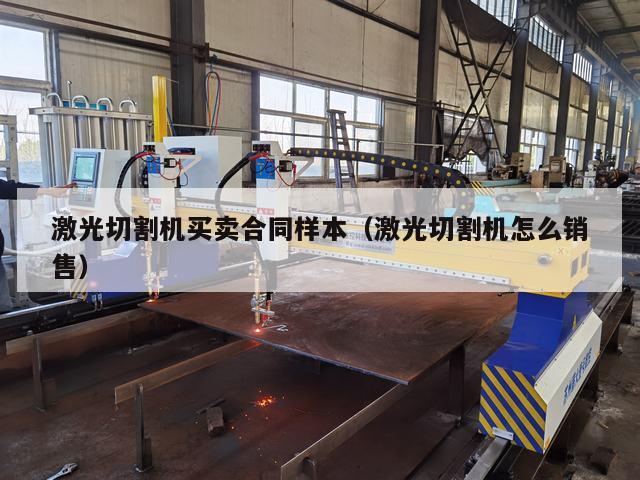
激光切割机的操作步骤?
1、激光切割系统的操作主要包括以下步骤: 准备工作:确保激光切割机器和材料都处于正常工作状态。检查激光切割机的冷却液、气体供应等是否充足,并对激光切割区域进行清理。
2、检查机床台面是否有异物残渣,以免影响正常的切割作业。检查冷水机冷却水压力以及水温是否正常。检查切割辅助气体压力是否正常。使用步骤 将需要切割的材料固定在激光切割机的工作台面上。
3、控制激光头方向按键 首先看到面板上面的四个箭头方向键是用来控制激光头的移动方向的,很多时候想要让激光头移动到合适的位置,却不知道怎么移动。
4、遵守一般切割机安全操作规程。严格按照激光器启动程序启动激光器。操作者须经过培训,熟悉设备结构、性能,掌握操作系统有关知识。按规定穿戴好劳动防护用品,在激光束附近必须佩带符合规定的防护眼镜。
5、严格按照规定,遵循开机、关机等原则,切勿强制关闭或开启。员工在未经培训前,不得操作机器,经过完整的培训后,初期在师傅的陪同下才能够上机进行操作。在激光切割机工作过程中,操作员不得随意离场,找人照看。
激光切割机电磁阀坏了有什么表现?
1、气源无法正常供应:由于电磁阀无法打开或关闭,气路系统中可能会出现堵塞或漏气等问题,导致切割头无法正常喷气。
2、电磁阀坏了的表现:检查电源接线不良;检查电源电压不在工作范围;线圈脱焊;线圈短路;工作压差不合适;流体温度过高;有杂质使电磁阀的主阀芯和动铁芯卡死;液体粘度太大,频率太高和寿命已到。
3、如果电磁阀损坏,需要更换新的电磁阀。 更换密封件:如果电磁阀没有损坏,则可能是密封件老化或损坏,需要更换新的密封件。 检查管道:如果电磁阀和密封件都没有问题,则需要检查管道是否漏气。
4、电磁阀坏了会有明显的表现和症状,比如变速箱会发出异响声、在升档和降档的时候会有顿挫感产生。还有车辆的油耗量会变多,车辆在冷启动的时候是很难启动的,行驶的时候会出现动力不足的情况。
")
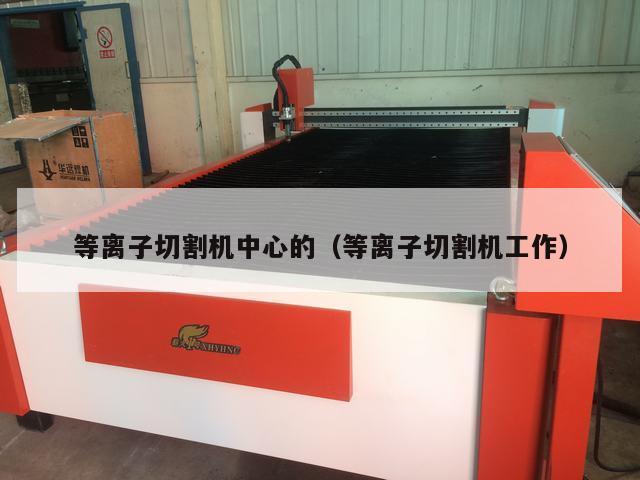
等离子切割机有2个电磁阀吗怎么接
电磁阀一般三根线。直流电:一根接正极,一根接负极,一根接地,正常是不分正负极的;交流电,一根接火线,一根接零线,一根接地线,同样,正常是不分零火线的。
电磁阀的三根线正负极电源线、地线。如果是交流电,我们直接将正负极电源线分别接在电源两个接线端子上,不用考虑接线的正负极,剩下的一根电线接在地线接线端子上。通常接线端子会有相关的符号标识进行区分。
等离子切割机减压阀连接步骤如下:确认气源管路:在将减压阀与气罐连接之前,请先检查气源管路,确保气源管路无泄漏和损伤。安装减压阀:将减压阀与气源管路连接,通常需要用到接头或者螺纹连接器等工具。
激光切割机电磁阀漏气怎么处理?
电磁脉冲阀的膜片损坏。解决方法:关闭脉冲阀分气包阀门,打开脉冲阀进行检查,如果膜片损坏,则更换即可。膜片的垫片与出气口端面之间有铁锈、焊渣等杂物,二者无法密合,导致电磁脉冲阀漏气。
根据以上原因的分析,电磁阀漏气解决方案:建议更换电磁阀密封件。一般如果是进口阀门,比如威盾VTON,很少出现这种问题电磁阀节流孔平衡孔堵塞→及时清洗。粘度或流体温度过高。建议更换对口的电磁阀。
【解决方法】关闭脉冲阀分气包阀门,打开脉冲阀进行检查,如果膜片损坏,则更换即可。膜片的垫片与出气口端面之间有铁锈、焊渣等杂物,二者无法密合,导致电磁脉冲阀漏气。【解决方法】打开脉冲阀,彻底清除杂物。
首先检查气管管路是否有破损,气管打结,接头漏气等显现,如果有就需要更换管路。其次检查激光切割机中的电磁阀、单向阀、比例阀是否损坏,确定损坏及时更换就可以解决。
如果工件材料过厚,就可能导致切割不透。这种情况下,需要选择适当的切割参数,以确保切割质量。总之,对于光纤激光切割机工件切割不透的问题,需要找出具体原因,并采取相应的措施进行调整和修复,以确保切割质量。
如果上述外部气路没有问题,请考虑激光切割机的内部因素。首先检查气管管路是否损坏、气管打结、接头是否漏气等,如有则需要更换管路。其次,检查激光切割机中的电磁阀、单向阀、比例阀是否损坏,确认损坏及时更换即可解决。

发表评论