目录:
数控火焰切割机电机齿轮比以前变大了切割精度不对怎么办
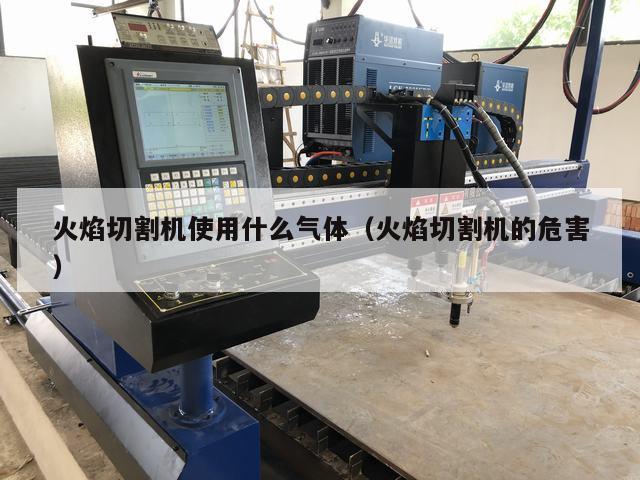
数控系统独有的同步控制技术,可以对同步控制的双边分别进行位置补偿,消除双边传动的机械误差,确保数控切割机横梁轴在全幅面内的定位精度。
减少这类误差的办法是选择质量合格的割嘴,割嘴规格也应该合适需求切割的板材厚度和资料,能够先在废料上试割调整,直到割缝度平均,断面平整不挂渣,然后不加补偿切割一个定尺的矩形,最后停止丈量,小几割缝宽度就补几。
设置的电子齿轮比不对。程序有问题。您可以切割一个正方形,看看切割出来的X Y轴那个尺寸不对。
另外,火焰切割本身就工件而言变形大,不适合加工高精度的工件,如果你那条件允许的话装个等离子割炬吧。那样精度和变形都会变好的。火焰切割的精度在1毫米,等离子在1毫米之内。
数控火焰切割机的构成的过程是是怎么样的?
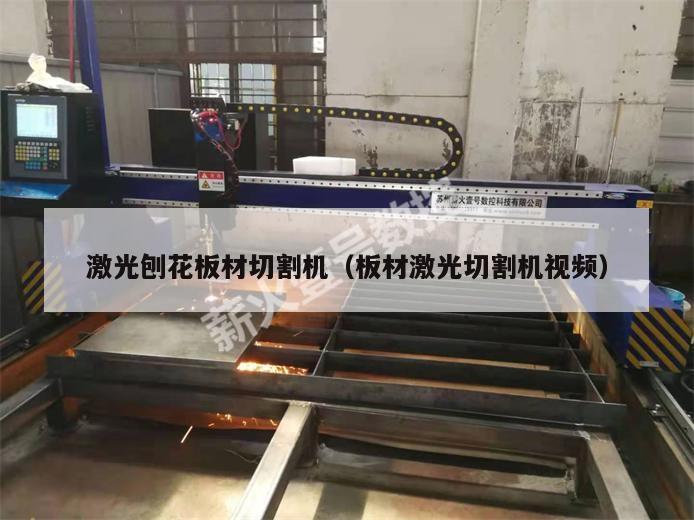
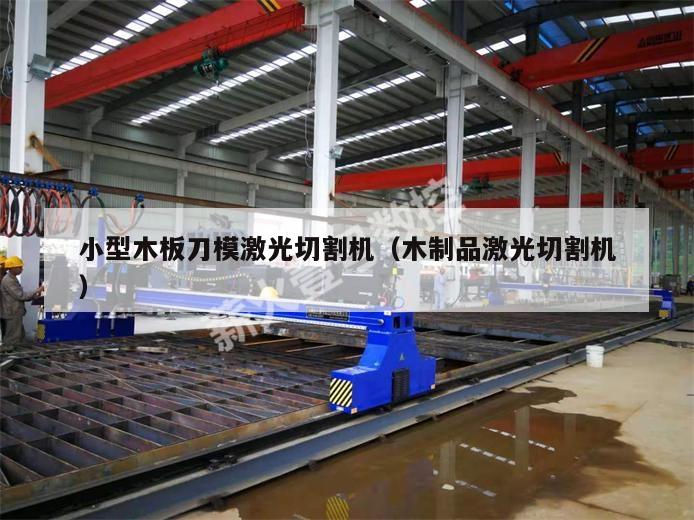
1、数控火焰切割机的主体结构 机械部分整体机架采用龙门式结构,箱形横梁固定在两端纵向车架上,随车架在导轨上做纵向进给运动,即纵向切割。
2、数控火焰切割机就是用数字控制技术控制火焰切割枪的运动轨迹,完成下料。它的原理一般是计算机数字控制系统,按照工件形状编制程序,通过伺服机构使伺服电动机配合动作,完成所需要的运动轨迹,将工件切成所需图案。
3、火焰切割的过程,实质是被切割的材料在纯氧中燃烧的过程,不是熔化过程。火焰切割的过程主要表现为以下几个过程:① 起割点的金属表面用热火焰加热到燃点,随之在切割氧中开始燃烧反映。② 燃烧反映向金属下层进展。
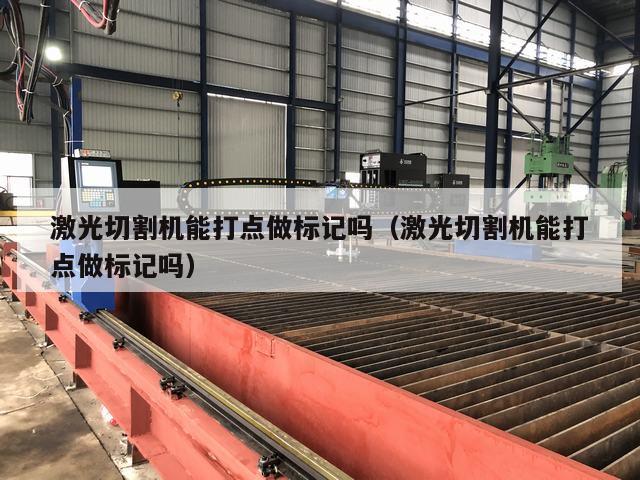
4、数控火焰切割机也叫氧割,是一种利用预热火焰将钢板便面某一点加热到燃点(1000℃左右),然后在燃点充高压氧进行助燃,使钢板燃烧形成切口的切割方法。数控火焰切割机的调试从步骤上可分解为两个步骤,分别为调火和试火。
")
数控火焰切割机是怎么回事?它的原理是什么?
1、数控火焰切割机也叫氧割,是一种利用预热火焰将钢板便面某一点加热到燃点(1000℃左右),然后在燃点充高压氧进行助燃,使钢板燃烧形成切口的切割方法。数控火焰切割机的调试从步骤上可分解为两个步骤,分别为调火和试火。
2、火焰切割的过程,实质是被切割的材料在纯氧中燃烧的过程,不是熔化过程。火焰切割的过程主要表现为以下几个过程:① 起割点的金属表面用热火焰加热到燃点,随之在切割氧中开始燃烧反映。② 燃烧反映向金属下层进展。
3、火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。火焰切割设备的成本低并且是切割厚金属板唯一经济有效的手段,但是在薄板切割方面有其不足之处。
4、两者的区别在于使用不同的切割原理。数控线切割也叫做电火花线切割加工,是采用电极丝在脉冲电源的作用下,工具电极和加工工件之间形成火花放电,火花通道瞬间产生大量的热量,从而切割工件。


发表评论