目录:
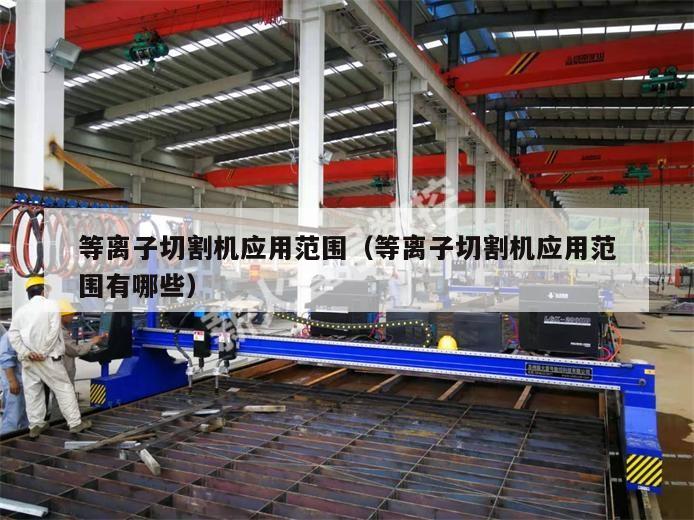
数控火焰、等离子切割对比有哪些优劣势?
优点:环保,对现场工作的人员伤害小,冷却快。等离子切割机的烟尘很大,有很多金属粉尘,如果在水下切割烟尘和粉尘很小,被水吸收了。缺点:切割速度要慢一点,切割质量差一点。调高系统不好的话,还会砸枪。
缺点是:水下等离子切割机的价格昂贵,购买厂家比较少。
从切割方式的比较:1)数控火焰切割机,切割具有大厚度碳钢切割能力,切割费用较低,但存在切割变形大,切割精度不高,而且切割速度较低,切割预热时间、穿孔时间长,较难适应全自动化操作的需要。
火焰切割加载在数控切割机上精度要比等离子精度高,工件几何尺寸公差在一毫米左右。等离子主要用于切割有色金属。当然,如果你的工件要求不高,薄的碳钢板也可以用等离子切割,特点是切割速度快,变形小,费用相对低点。
")
火焰数控切割机针对厚板切割下料有什么优势?
数控切割机在下料环节的应用,不但充分体现了切割自动化和集中下料的优势,是板材利用率大幅度提高,而且是切割质量和生产效率得到明显的改观。
优点:环保,对现场工作的人员伤害小,冷却快。等离子切割机的烟尘很大,有很多金属粉尘,如果在水下切割烟尘和粉尘很小,被水吸收了。缺点:切割速度要慢一点,切割质量差一点。调高系统不好的话,还会砸枪。
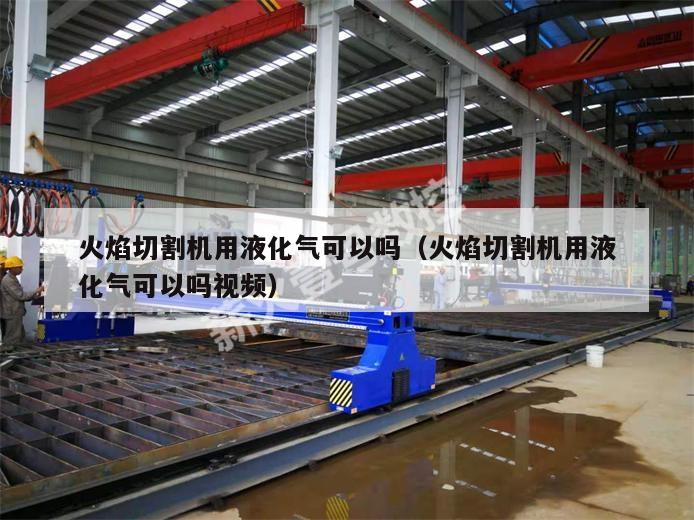
火焰切割时的温度比等离子切割时温度低,直接导致了其切割速率不及等离子,而且无法切割不锈钢以及很多有色金属。其优点在于,可以切割大厚度板材,切割设备和切割成本相对低廉,污染较等离子切割机小。
数控火焰切割的数控火焰切割的现状
现象:切口上边缘凹陷并有挂渣。原因:① 割嘴与工件之间的高度太大,切割氧压力太高;② 预热火焰太强。
火焰切割机的缺点是:切割所需预热和穿孔时间长,切割速度慢;切割时的热变形大,尤其在切割(0.5-6mm)的薄板时,切割精度不高。无法对铜,铝等有色金属和不锈钢进行切割。燃烧燃料的方式对环境污染较严重,不环保。
数控火焰切割机盛行这么多年,还是有优势的。设备便宜 操作简便,工人易掌握 各类耗材,维护成本低 中厚板切割有绝对优势,垂直度就比等离子高。以上仅代表方君焊割个人意见,欢迎指教。
一般火焰数控切割机可以切割到200mm,再经过特殊改造后可以切割350mm。在切割速度上,数控火焰切割比人工切割要快上很多倍。但是比等离子切割又稍慢一些。用20mm厚的板材做比较。
数控火焰切割机在加工过程中可能出现回火现象,主要是由以下原因导致的: 切割速度过快 - 当切割速度过快时,切割温度会很高,容易导致材料回火变软。因此,在操作时应控制切割速度,以避免回火现象的出现。
编程软件错误 编程软件假设存在缺陷或没有将误差修正成效,会生成错误的数控代码。





发表评论