本文目录:
...我这边是一个生产3线。加上一个4米的等离子切割机。共板机,咬_百度...
不划算!不管多大面积多少利润 单价不能让。正常都是7块左右吧。人工 机器磨损 电费跟场地不知道有没有 如果没有可以适当减。
手动非接触式切割 (1)将割炬滚轮接触工件,喷嘴离工件平面之间距离调整至3~5mm。(主机切割时将“切厚选择”开关至于高档)。
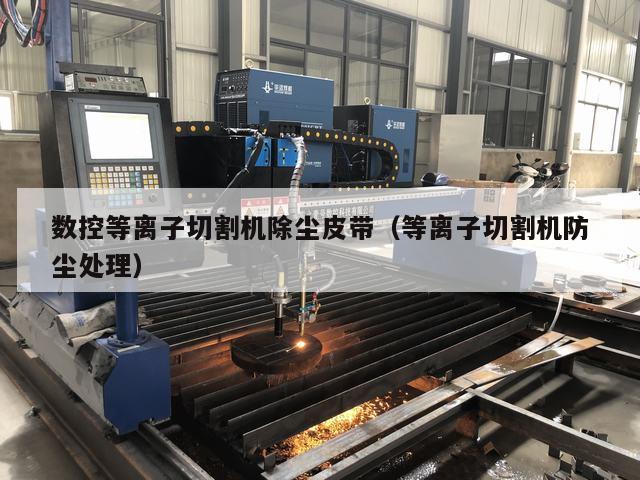
等离子切割机原理:等离子切割是利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
操作不当、电磁阀问题、控制板和线路故障。操作不当:等离子切割机需要电和气体共同作用。如果操作不当,会导致设备只出气不打火。电磁阀问题:不出气时,可以检查进气电磁阀是否坏了。
等离子切割机什么牌子好
等离子切割机质量好的品牌有:瑞凌、大焊、上海通用重工、林肯、佳士科技等。
等离子切割机品牌口碑较好的有以下几种:沪工之星:沪工之星等离子切割机,采用数字化控制,割炬结构紧凑,割嘴不易堵塞,切割变形小,切割精度高。
该切割机瑞凌RILAND、Panasonic松下、TAYOR这几个牌子比较好。瑞凌成立于2003年,专注于逆变焊割设备、焊接自动化系列产品、焊接配件及防护用品的研发、制造、销售及服务的企业。
")
等离子切割机出火偏心是什么原因
1、如果等离子切割机火花切割不好,可能是由于以下原因导致的。第一,切割电弧电压不足,会导致切割效果不佳。第二,等离子气体压力过高或过低也会影响切割质量。第三,切割头的电极和口径磨损或损坏可能导致放电不稳定。
2、如果没有那就得检查控制线是不是断了,如果有气就检查高频,如果没有高频电压就检查高频电路,有高频电压就看火花强不强,如果弱就把电容换了,如果强就检查输出高频感应线圈,只要这些问题都解决了就会没问题。
3、是电弧和气流的原因,气流稍偏就可能引起打孔不圆,但切割时是有引入线的,对整体影响不大。
4、水冷喷嘴内壁温度较低,形成一定厚度的冷气膜,迫使弧柱截面进一步减小,这就是热压缩。高密度的电流形成磁场,带电离子在运动过程中受该磁场的作用,有进一步靠拢的趋势,使弧柱截面进一步缩小,这就是所谓的磁压缩。
数控等离子切割的国内数控等离子切割的现状
总体来说,我国数控等离子切割在基本功能上已达到国外同类产品水平,但要完全达到或超过国外水平还有很长的路要走。
我国生产的数控等离子切割机的数控系统多是在引进国外数控技术的基础上,加以自主开发而成,并逐步形成了更能适应国内用户的数控系统。
使用寿命短,不能切厚板;非接触式割缝宽,因为要远离母材,不适合切薄板.从上分析可知,选购数控等离子切割机或者手动等离子切割机的时候一定要搞清切割的对象特征,主要是切割厚度和切割冷却方式等要求!希望对你能有所帮助。
气压过高若输进空气压力远远超过0.45MPa,则在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。





发表评论