目录:
激光切割机的组成
第三个部分是五轴机以及激光冲切机。是主要的用于进行切割的。
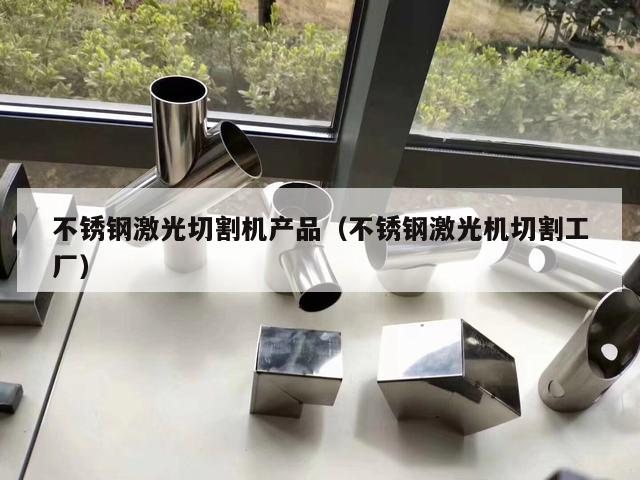
激光切割机主要为激光发生器、冷却水循环装置、空气压缩机、变压器、数控系统、操作台、切割头和主机组成。最主要的是激光发生器,直接影响到设备的性能。设备的价格直接和发生器有关系。
激光切割机系统一般由激光发生器、(外)光束传输组件、工作台(机床)、微机数控柜、冷却器和计算机(硬件和软件)等部分组成。机床主机部分:激光切割机机床部分,实现X、Y、Z轴的运动的机械部分,包括切割工作平台。
割炬驱动装置 用于按照程序驱动割炬沿X轴和Z轴方向运动,由伺服电动机和丝杆等传动件组成。数控装置 对切割平台和割炬的运动进行控制,同时也控制激光器的输出功率。操作盘 用于控制整个切割装置的工作过程。
能量的高度集中能够进行迅速局部加热,使金属板材溶化。此外,由于能激光切割机专用冷水机量非常集中,所以,仅有少量热传到金属板材的其它部分,所造成的变形很小或没有变形。
CO2气体激光器自从激光技术被引入切割金属薄板,CO2激光器就雄踞市场。CO2激光光源需要很多能量来激发氮分子来与CO2分子(激光气体)产生碰撞,促使它们发射光子,最终形成可以割穿金属的激光束。
激光切割用氧气切割时,有时侯气压不够是什么原因?
1、激光切割机的一般压力是13公斤,气压不稳定的外在因素有空压机输入风量不足、激光切割机空气调节阀压力调节过低、电磁阀油污、畅通无阻的气路。如果空气压力过高,可能是由于空气过滤器调节器故障。
2、检测压力的这个传感器有问题,或者是处理传感器这个信号的控制板有问题,逐一排查一下。
3、弯通口堵塞 在激光头喷嘴的位置,有一个弯通。这个弯通是一个容易堵塞杂物的地方,因为机器在切割的时候,某些物质容易从弯通的位置流向喷嘴,从而堵在喷嘴的位置,使得通过的气流量减。
4、皮料激光切割割机在工作当中,有时候出去有时候不出去,是因为里面的气压太小,或者是气压太大 。
5、氮气是平衡气体,气体中的水分、氧份、有机气体杂质对激光机的镜片损伤特别大,能快速减少镜片的寿命。所以激光机对这些气体的质量要求特别高。
激光切割机比例阀坏了会出现什么情况?
比例阀坏了.就是开锁模速度无法掌控。射胶压力速度等不稳定。影响生产。特别是开模无法刹车。有很大的振动时。降低压力速度也没用的话。必须更换新的比例阀或维修比例阀。
激光切割机电磁阀坏了的表现是电磁阀失去了控制作用和电磁阀无法控制气路的通断。电磁阀失去了控制作用:切割机无法正常启动或关闭,电磁阀失去了控制作用。
激光切割机气压不稳定是会影响切割效果的,如果气压太低,会在切割过程中因压力太小吹不走切割的碎屑,造成切口处熔渣残存的情况发生,或者是切割不透。
如果输入空气质量差,会造成减压阀油污,阀芯难以开启,阀口无法完全打开。如果割炬喷嘴气压过低,需要更换减压阀;如果气道变小,气压也会过低,可以按照说明书更换气管。
首先检查气管管路是否有破损,气管打结,接头漏气等显现,如果有就需要更换管路。其次检查激光切割机中的电磁阀、单向阀、比例阀是否损坏,确定损坏及时更换就可以解决。
检查电源连接等。确保比例阀的电源线正确连接到电源插座,并检查插座是否正常供电。检查比例阀电路中的保险丝是否熔断,如是则需要更换保险丝。
")
激光切割机切割时氧气瓶要打开增压阀吗?
1、激光切割机对于氧气的要求是0.8-0.5mpa,大于1mpa会容易损伤比例阀。小于0.5可能会造成气压不足。
2、c. 打开辅助切割气体(氮气和氧气)。 使用瓶装气体时,首先打开各个瓶的阀门,最后打开总的阀门开关;使用液态气体时,打开阀门后,还应该打开增压阀,增加气化量,保证切割辅助气体的压力。
3、使用瓶装气体时,首先打开各个瓶的阀门,最后打开总的阀门开关;使用液态气体时,打开阀门后,还应该打开增压阀,增加气化量,保证切割辅助气体的压力。
4、如果输入空气质量差,会造成减压阀内产生油污,阀芯开启困难,阀口不能完全打开。割炬喷嘴气压过低,还需更换减压阀;气路截面变小也会造成气压过低,可按说明书要求更换气管。
5、不同的切割机和切割材料有不同的推荐气压范围,可以参考切割机的说明书或咨询专业人士。需要注意的是,气压的调节是一个相对复杂的过程,需要根据具体情况进行调整。




发表评论