本文目录:
等离子切割机的工作原理及应用范围是什么?
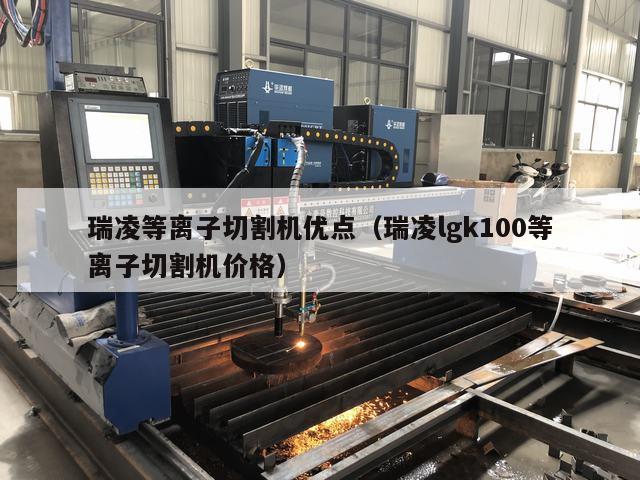
等离子切割机的工作原理:等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。
等离子切割机工作原理是以压缩空气为工作气体, 以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高速气流将已熔化的金属吹走、形成狭窄切缝。
等离子切割机是一种广泛应用于材料切割领域的高科技机器。它切割速度极快,迅猛而精准。它的切割原理基于等离子的物理特性,即通过高能量电弧将薄板材料切割成所需形状。
等离子切割机原理:等离子切割机的原理是等离子加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉。等离子切割机是借助等离子切割技术对金属材料进行加工的机械。
等离子切割机原理:等离子切割是利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
等离子切割机工作原理:等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。
")
等离子切割机怎样降低烟尘?
采用侧吸式橡皮板密封负压除尘方式对等离子切割机产生的烟尘进行治理。 侧吸式橡皮板密封负压除尘系统工作原理:在切割平台一侧安装方形吸风道,吸风道上方装有一个可随切割机一起移动的滑动吸风小车,风道上方铺设密封橡皮板。
排风处理 排风处理一般只针对切割面局部操作,具体是局部气流进行治理,使局部工作地点不受有害物的污染,保持良好的空气环境。一般局部排风机组由集气罩、风管、净化系统和风机4部分组成。
安装风机和过滤网,以便过滤废气和粉尘,确保环境清洁和安全。这些设备的具体型号和参数需要根据实际情况进行选择。对烟罩进行表面处理和防腐处理,以延长其使用寿命和保持外观美观。
引风机或水下切割要不就在工件下有水槽。等离子弧切割机是借助等离子切割技术对金属材料进行加工的机械。
等离子切割烟尘很大。设置水槽是为了降低烟尘。
等离子空气切割和氧气切割有什么缺点和优点
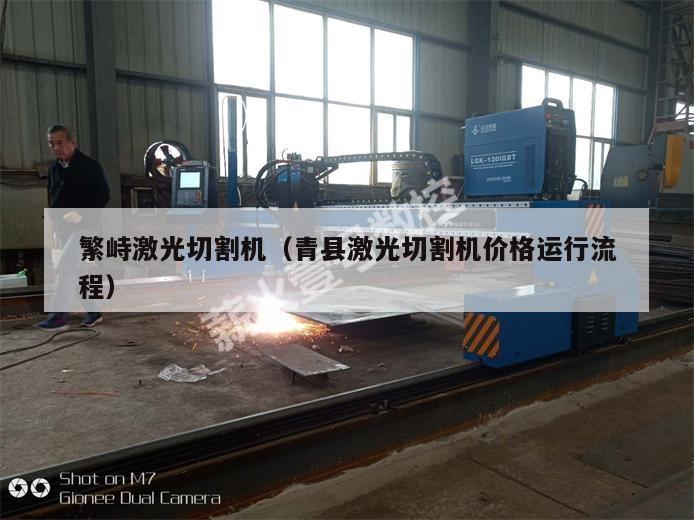
1、变形小,还可切割不锈钢、铝等材料。等离子切割的不足之处在于弧光强、噪音大、灰尘多,对环境有一定的污染,对中厚很多是采用水下等离子切割,切割厚度也有一定的限制。
2、与等离子空气切割法相比,等离子氧气切割法在切割碳钢时有以下优点:a . 切割速度更快;b. 切割面更光洁,呈金属光泽,尤其是无氮化层,切割后可直接用于焊接;c. 切口下缘不粘渣;d. 切割变形小,精度高。
3、能得到比较狭窄、光洁、整齐、无粘渣、接近于垂直的切口,而切口的变形和热影响较小,其硬度变化也不大,切割质量好。
4、水切割:精度相当高,速度相当慢。不适合大批量加工。设备投入比较大。等离子切割:精度高(产品垂直度不高),速度快,消耗品快。适合大批量加工。设备投入一般。
5、为大家简单的介绍下数控等离子切割机的优点与缺点:缺点:切割20mm以上钢板比较困难,需要很大功率的等离子电源,成本较高。
等离子切割有什么优点和缺点?
1、等离子切割机的优势在于等离子弧能量更集中、温度更高、切割速度较快、变形小,还可切割不锈钢、铝等材料。
2、具体区别和各自的优劣势:等离子切割表面粗糙,切割厚板有优势,而且价格低廉,激光切割切割面光滑,等离子较粗糙,需派人修毛刺的。激光切割可以切割3MM以上重板,等离子能切割8MM以上重板。
3、优点:切割速度快,效率高,切割速度可达10m/min以上;切割领域宽,可切割所有金属板材;切割精度比火焰切割高,水下切割无变形,精细等离子切割机则精度更高。
4、等离子弧切割机的缺点:切割公差大,切割中有弧光辐射、烟尘及噪声等。等离子弧切割设备贵,切割用电源空载电压高,不仅耗电量大,而且在割枪绝缘不好的情况下易对操作人员造成电击。
5、能得到比较狭窄、光洁、整齐、无粘渣、接近于垂直的切口,而切口的变形和热影响较小,其硬度变化也不大,切割质量好。



发表评论