本文目录:
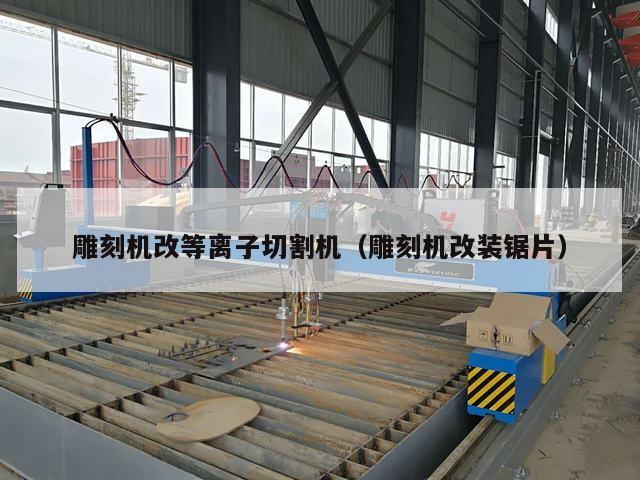
等离子切割机如何操作?
准备工作:首先准备一根等离子体手动切割线,因为切割距离问题,保证切割线的长度够长。将原先电焊机上的线拆除下来,气管,保护线等拆除之后,妥善的放在一边。找到收到切割线,在接头处与电焊机进行连接。
等离子切割机使用其实不复杂。你需要注意这几点:第等离子切割机通电前需要先检查设备上所有开关是否都处于关闭位置上,设备后部的旋转开关是否处于水平位置上。第开机前先接通总开关柜电源,使两路电缆有电。
引弧时可直接使割炬喷嘴轻轻接触工作面,切割过程中在工件上轻轻的摩擦,不要往下用力按压割炬。未进行切割工件时,尽量少按动割炬按钮,以免损坏机内元件。◆切割工件全部结束后,切断电源开关和气源阀。
停止切割时,要先松开割炬开关,然后再将割炬离开工件。经常检查电机、喷嘴,如损耗严重应及时更换,以免影响切割厚度和宽度,电极中心合金丝消耗0mm以上或不能引弧时,可将电极反向安装使用或更新。
等离子切割机使用方法如下:一:为减少能耗并改善喷嘴和电子电极的使用时长,在切割小型工件时,应尽可能采用“低速”切割,我们华飞切割机在低速下的切割效率和精度要高于同等其他品牌,切割很容易切透工件,不会影响正常进度。
数控等离子切割新手入门教程
将割炬滚轮接触工件,喷嘴离工件平面之间距离调整至3~5mm。(主机切割时将“切厚选择”开关至于高档)。开启割炬开关,引燃等离子弧,切透工件后,向切割方向均速移动,切割速度为:以切穿为前提,宜快不宜慢。
新手使用等离子切割机方法如下:等离子切割机在使用的过程中,所配用的空气压缩机的流量应该大于每分钟0.3立方米,其工作的压力范围在0.4至0.8兆帕之间。
数控等离子切割机使用技巧切割应从边缘开始 尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动等离子弧。
按机床启动按钮。此时,等离子开始切割等离子切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化和蒸发,并借助高速等离子的动量排除熔融金属以形成切口的一种加工方法。
数控等离子切割机使用方法就是设置好所有参数后,启动程序进行切割即可。首先要调节钢板和轨道的平行,再根据板材的厚度来选择割嘴的型号,切割速度和穿孔时间或者调节等离子电源的电流的大小。
等离子切割机过截线怎么办
1、这种情况的原因如下:切割电流不稳定:切割电流过高或过低都会导致断弧。如果电流过高,等离子弧会变得不稳定,容易断开;而如果电流过低,等离子弧无法形成或维持,同样会导致断弧。
2、解决方法:只要把压缩机启动压力联锁开关,压力提高(0.02MPa),即可解决。
3、使用带屏蔽的电源变压器,屏蔽层要与一次侧绕组的交流零线相连,可阻止干扰进入电源变压器的二次侧,数控等离子切割机装置和伺服单元所用带屏蔽的电源变压器分开还可防止相互干扰。
4、解决方法是,检查等离子切割机所接入电网是否有足够的承载能力,电源线规格是否符合要求。等离子切割机安装地点,应远离大型用电设备和经常有电气干扰的地方。
")
等离子切割机导线如何加长
不可以。枪线线缆越长,电压降越明显。等离子切割机用的就是高电压 低电流。等离子切割枪枪线不超过8米,都可以保证切割速度,切割质量。太长了焊机的输出会显著降低的。
不可以加长。加长后电压电流损失严重,影响切割质量。同时输出气体压力降低,道总帅常浊气体压力不足或气压不稳,影响等离子体产生。
使用带屏蔽的电源变压器,屏蔽层要与一次侧绕组的交流零线相连,可阻止干扰进入电源变压器的二次侧,数控等离子切割机装置和伺服单元所用带屏蔽的电源变压器分开还可防止相互干扰。
手提等离子切割机距离是多少
~10mm。等离子切割机在数控等离子切割机中该距离一般为4~10mm,等离子切割枪上使用的等离子割嘴,孔径是7毫米,电流100安培,能切割20-40毫米的钢板。
毫米。佳士100型等离子切割机的前把手孔距是根据机器床身长来设计的,孔距为1200毫米的间距。为了保证在进行切割操作时,使用者的手部能够保持在安全距离之内,避免触碰到高温的切割喷嘴和等离子弧。
等离子切割机切割时割嘴不需要挨着工件。割嘴高度是指割嘴端面至被割工件表面的距离。该距离一般为3~10mm。
A以上 非接触等离子切割机,等离子割枪喷嘴距离铁板5-8毫米为宜。太低容易烧坏喷嘴。太高会降低切割能力。60A以及更小的 接触式等离子切割机。喷嘴直接接触铁板引弧,引弧成功进入切割后 ,距离铁板一二毫米。
等离子切割机的使用方法分为三种:手动非接触式切割、手动接触式切割、自动切割。手动非接触式切割 将割炬滚轮接触工件,喷嘴离工件平面之间距离调整至3~5mm。(主机切割时将“切厚选择”开关至于高档)。
工具/材料:等离子切割机。方法/步骤:将割炬滚轮接触工件,喷嘴离工件平面之间距离调整至3~5mm,开启割炬开关。引燃等离子弧,切透工件后,向切割方向匀速移动,切割速度为以切穿为前提,宜快不宜慢。


发表评论