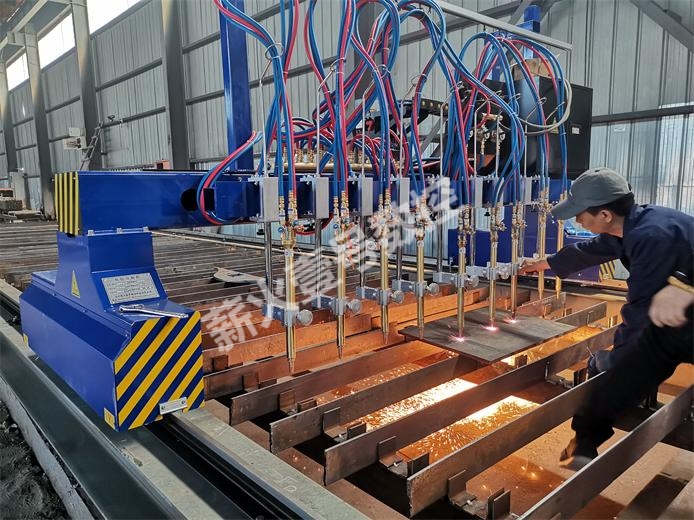
数控等离子切割机操作过程注意事项,数控等离子切割机的操作工艺主要是就切割制图,图形工艺处理和切割的参数设备等前期工作,实际的切割过程中,并不需要太多的人为干涉,这里我们整理出几点操作注意事项。
1、在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。
2、根据自动切割及半自动切割方式的不同,调整各把割枪的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割枪倾角的大小和方向主要以钢板厚度而定,割嘴倾角与割件厚度的关系及切割余量如下表所示:
割嘴倾角与割件厚度的关系
割件厚度 <10 ≥10
倾角方向 后倾 垂直
倾角度数 10° -15° 0°
钢板切割余量表
切割方式 材料厚度mm 割缝宽度留量(mm) 备注
气割下料 ≤10 1~2
10~20 2.5
20~40 3.0
40以上 4.0
在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。
3、根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。
4、气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心尖端以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
5、在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。
6、为了防止气割变形,操作过程中应注意以下几个方面:
A、在钢板上切割不同尺寸的工件时,应先切割小件,后割大件;
B、窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。
C、直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。






发表评论