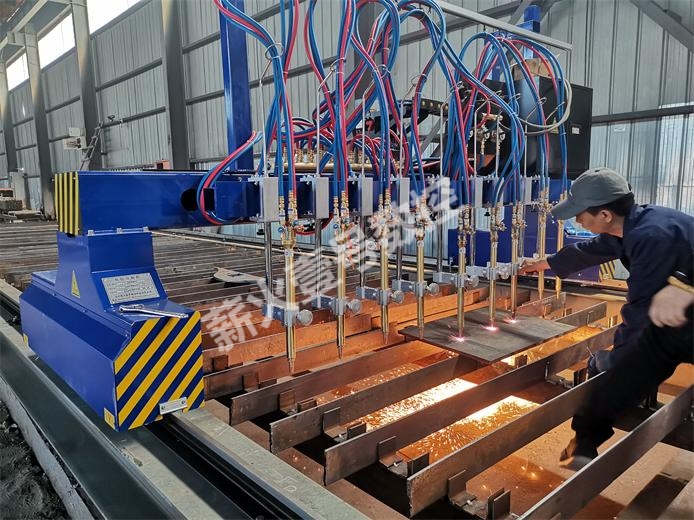
如何有效减少数控火焰切割机挂渣现象,数控火焰切割过程中因为切割氧压力或切割割嘴配件不适容易出现断面挂渣,在切割断面上或下边缘所产生的难以清除的挂渣不仅影响到割面光洁度,同时对后续加 工操作也将产生或多或少的影响。苏州薪火壹号公司综合多年来切割技术研究,现就火焰切割断面挂渣问题予以总结,并就各类问题成因详细说明,方便用户参考:
1、下边缘挂渣
现象:在切割断面的下边缘产生连续的挂渣。
原因:
A.切割速度太快或太慢,使用的割嘴号太小,切割氧压力太低;
B.预热火焰中燃气过剩,钢板表面有氧化皮锈蚀或不干净;
C. 割嘴与工件之间的高度太大,预热火焰太强。
2、切割断面上产生挂渣挂渣现象:在切割断面上有挂渣,尤其在下半部分有挂渣。
原因:合金成份含量太高。
依据各种水下切割法的基本原理和切割状态不同,大体上可将现有的水下切割法分为两大类,即水下热切割法和水下冷切割法。
水下热切割法是利用热源对金属进行加热,或在纯氧气中燃烧,使金属熔化,并采取某种措施将熔化金属或熔渣去除而形成切口的切割方法,如水下氧-火焰切割、水下电弧切割、水下电弧-氧切割等。
热切割法又可分为氧化切割法、熔化切割法及熔化-氧化切割法。 氧化切割法是先利用火焰将待割金属预热到燃点,然后供氧气使金属燃烧,并吹掉熔渣而形成切口的切割方法,如水下氧-火焰切割。熔化切割法是利用热源将待割 金属熔化,靠熔化金属自重或采取某种措施将熔化金属及熔渣除掉而形成切口的切割方法,如水下数控等离子切割机、熔化极气体保护切割及熔化极水喷射切割等。熔化- 氧化切割法是利用热源对待割金属预热使其熔化,然后供氧使金属燃烧,并将燃烧产生的熔渣及剩余的熔化金属吹掉而形成切口的切割方法,如水下电弧-氧切割、 热割矛切割及热割缆切割。
水下冷切割法是利用某种器具或某种高能量,在金属处于固态情况下直接破坏分子间的结合而形成切口的切割方法,如水下机械切割法、水下高压水切割法等。






发表评论