本文目录:
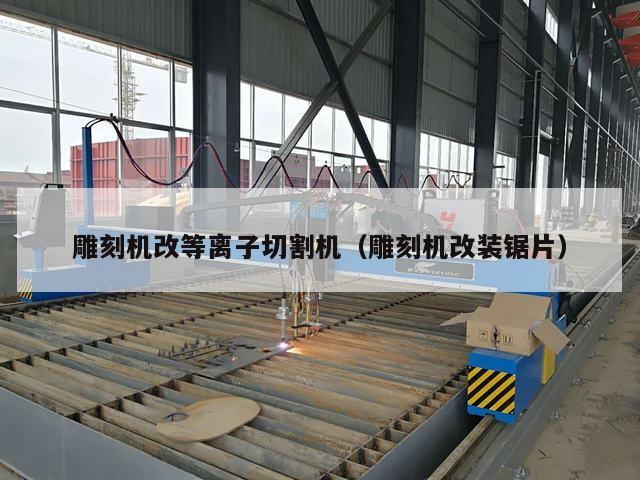
激光切割机在割厚板时,切割头撞到材料
1、激光切割头碰板后正常,这种情况通常是因为参数设定的问题,可以把激光切割头的上限值和下限值同比例降低,激光切割头跟随就会正常;激光切割头跟随距离过高。
2、责任应该由使用者或操作人员承担。因为通常情况下,激光切割机的操作人员需要对机器进行操作和控制,如果操作不当,比如没有正确设置切割参数、没有及时更换切割头、没有进行维护保养等,都有可能导致切割头损坏或撞飞。
3、其实主要就是激光切割头的焦距问题。如果你切的是平面材料,那好办,直接重新调焦距,用直角尺调就行。
4、激光切割机撞板后激光器会坏。激光切割机被转换台撞了之后会产生损坏的现象,因为激光切割头非常脆弱,在使用的过程中会产生破碎的现象。
5、激光头下方没有板材时候,或者编辑图形排版没有优化好,可能存在碰撞的可能性。一般使用过程中多加注意,优化切割路径工艺,减少板材翘起,是可以有效降低碰撞的。
6、是因为切薄板要比切厚板的时候下的深。 而激光头机体上有个限位开关。 (我说限位开关你应该就知道是什么原因了.否则你就问你们的机修师傅。)。这样你就超过纤维就没得用的。
激光切割机什么情况下要做标定?
1、该切割机用自动标定的防碰撞结构在切割机自动标定时,如果切割头上的防撞开关出现问题,激光切割头碰撞到感应板时,感应板会随着激光切割头一起下降,直至激光切割头下降到最低位置,从而保护激光切割头不至于损坏。
2、伺服标定的目的是消除伺服电机的零漂。由于伺服标定时,电机会小幅度来回震荡。因此需要先点动到行程中间,防止震荡时超出行程范围。浮头标定 浮头电容标定的目的是测量浮头与板材之间的电容与位置的对应关系。
3、调节第四盏灯,用一张美纹纸贴在出光口上,让灯孔在不干胶纸上留下一个圆形的标记,点一下灯,取下不干胶纸观察灯的位置小孔,并根据情况调整框架。MM2 和 M3 在 C 上,直到该点变圆且笔直。
4、切割头传感器标定。选择合适的切割气体并检查其喷出状态是否良好。尝试切割材料,材料切割好后检查切割端面是否光滑,并进行切割精度的校验,如果有误差便对设备参数进行相应的调整,直至打样符合要求及可。
5、激光切割机浮头标定差?激光切割机浮头标定差:浮头标定 浮头电容标定的目的是测量浮头与板材之间的电容与位置的对应关系。
6、请点击输入图片描述 由于伺服标定时,电机会小幅度来回震荡。因此需要先点动到行程中间,防止震荡时超出行程范围。然后按ENT开始标定。
三维激光切割机姿态传感器在哪
在切割头上。由于三维激光切割机的切割头装有电容式传感器,可以自动适应零件的形状,始终与零件保持一定的距离进行切割,所以姿态传感器在切割头上。
先把设备后边的主电源打开,点按POWER 键开启电源,仪表自动检测,自动检测完成,COOL 延时灯慢闪。点按PUMP键开启水泵,压力显示。点按COOL键开启制冷,屏显自检正常,cool闪烁,延时60秒。
姿态传感器是基于MEMS技术的高性能三维运动姿态测量系统。它包含三轴陀螺仪、三轴加速度计,三轴电子罗盘等运动传感器,通过内嵌的低功耗ARM处理器得到经 过温度补偿的三维姿态与方位等数据。
")
浅析激光切割机发展中的几个问题
1、由于切割工件的尺寸及厚板的增加,激光切割机也必然向大型发展,从而会带来光路过长、光路转折多、机床质量增加及运行精度下降等新问题。
2、光纤激光切割机能够加工多种材料,因为加工的材料比较多,激光切割是一个复杂的过程,在切割过程中经常会遇到切口不光滑或者切不透的情况。
3、光纤激光切割设备切割出来的尺寸有差距时的问题:首先检查设备的固定参数里面的设置是否正常-电脑上面的参数是否正确,脉冲数是否正常等一系列可能影响的因素,最后去看绘图软件上的设置是否正确。
4、主要优点:光电转换率高,电力消耗少,能切割12MM以内的不锈钢板,碳钢板,是这三种机器中切割薄板速度最快的激光切割机,割缝细小,光斑质量好,可用于精细切割。
5、而切割胶合板在经济上还远不合算。随着激光产业的飞速发展,相关的激光技术与激光产品也日趋成熟。在激光切割机领域。呈现出YAG固体激光切割机、CO2激光切割机双足鼎力,光纤激光切割机后来居上的局势。
6、激光切割机的优点 应用范围广泛:小到邮票、手袋、鞋子等,大到汽车、轮船、飞机等,从航天航空、汽车轮船、机械制造、家电制造、医疗器械、金属加工到服装鞋类行业、广告行业等,生活中充满了激光雕刻机制造出来的产品。


发表评论