本文目录:
数控火焰切割机如何编程
编制数控火焰切割机的加工程序通常有两种方法,手工编程和自动编程。手工编程大体过程为:分析零件图样一数控工艺处理一数学处理一编写NC代码一校验、调试NC程序一首件试切一误差分析,枯燥、繁琐、易出错、指令语法难记忆。
编制数控切割机的加工程序通常有两种方法,手工编程和自动编程。
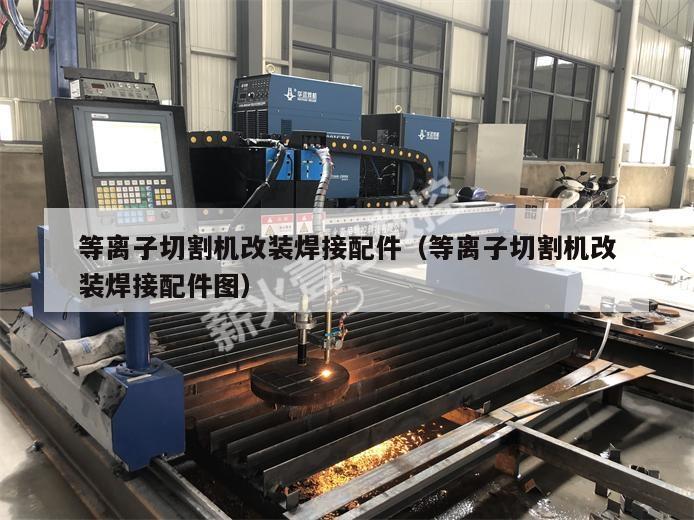
数控火焰切割机数控切割机(CNC Cutting Machine )就是用数字程序驱动机床运动,搭载火焰切割系统,使用数控系统来控制火焰切割系统的开关,对钢板等金属材料进行切割。这种机电一体化的切割设备为数控火焰切割机。
")
火焰数控切割机怎样编程?
1、编制数控火焰切割机的加工程序通常有两种方法,手工编程和自动编程。手工编程大体过程为:分析零件图样一数控工艺处理一数学处理一编写NC代码一校验、调试NC程序一首件试切一误差分析,枯燥、繁琐、易出错、指令语法难记忆。
2、数控火焰切割机通过软盘、传输电缆及DNC网络获取信息后就可以利用氧一乙炔的火焰把钢板割缝加热到熔融状态,用高压氧吹透钢板进行切割。整个过程点火一预热一通切割氧一切割一熄火一返回原点,都自动完成。
3、数控火焰切割机数控切割机(CNC Cutting Machine )就是用数字程序驱动机床运动,搭载火焰切割系统,使用数控系统来控制火焰切割系统的开关,对钢板等金属材料进行切割。这种机电一体化的切割设备为数控火焰切割机。
4、M8 切割结束(切割氧等关闭,割枪升)G40 补偿关闭 M02 程序结束 以上资料由方君焊割提供。这是一些基本的编程指令,数控切割机操作和图形编程都有语音视频教程的。
数控火焰切割机编程代码有什么
M07 预热穿孔指令 17 M08 切割结束指令 下面是编辑一个圆的代码:0000:G92 X0 Y0——参考点设置;0001:G22 L3——L代表加工循环设置,3代表循环3次;0002:G41——左补偿 0003:M07——预热穿孔功能。
数控火焰切割机的操作方法可分为3大部分来掌握:数控系统、火焰切割系统、驱动系统,不同厂家生产的大体相同。
半径为100的顺半圆俩点都在X轴线上为例:以相对坐标编程:1)G2X200Y0I100J0 2)G2X200Y0R100 3)G2A180X200I100J0 给你三种你试试,指令代码都是一样的,只是各个数控系统输入的格式不一样。
编程符号及说明l 在切割机编程中,一般用到以下的编程符号,编程符号后跟相应的参数。
自动编程时AutoCAD2000可直接由二维图形描述零件轮廓的图形实体直接生成数控加工代码,避免人工编程复杂的记忆。明显提高编程效率和编程质量。
而对复杂的加工零件描述点过多更不适用。自动编程时AutoCAD2000可直接由二维图形描述零件轮廓的图形实体直接生成 数控加工代码,避免人工编程复杂的记忆。明显提高编程效率和编程质量。
数控切割机的火焰如何调节?割缝的大小是有什么引起的
外焰越长,保护切割氧流的效果越好。在设置数控切割机割缝补偿方面还有以下几点需要引起我们的注意:如果事先设置了软件补偿,那么以后一般不需要在数控系统上补偿,否则容易造成补偿重复尺寸,结果就又会出现偏差了。
在使用火焰切割方式时,通过调整氧气和乙炔的比例可以得到三种切割火焰:中性焰(即正常焰),氧化焰,还原焰。
检查风线,方式是点燃火焰并将预热火焰调整适当。然后打开切割氧气阀门,观察切割氧流(即风线)的形状,风线应为笔直、清晰的圆柱体并有适当的长度。这样才能使工件切口表面光滑清洁,宽窄一致。
切割:将调好的预热火焰放到切割铁板的边缘,将边缘加热成红色,然后开启切割氧(行话叫高压风),氧气遇到烧红的铁会使铁迅速的燃烧将其熔化,由于切割氧有很高的压力,同时将融化后的铁水吹走,形成一条切割缝隙。
还在于操作工对切割焰的调节及把握上还不到位,为了配合企业加工使用,这里武汉金嘉数控科技有限公司就切割焰调节技巧整理如下,希望能对大家有所帮助。
数控火焰切割机 画好图切割出来尺寸偏小是因为编程时没有考虑切割缝的宽度。



发表评论